1. 부수고 때리는 행위
폐지나 상업용 펄프판과 같은{0}}잔디를 유압식 펄퍼에 넣고 다시 펄프로 분해합니다. 산업용 포장 제품은 일반적으로 수평형 유압 펄퍼 생산에 사용되며 분해 중 펄프 농도는 5%-8%입니다. 그 장점은 종이 섬유를 분산시키는 역할만 하고 절단 효과가 없으며 분해 효율이 높고 분해 시간이 짧으며 전력 소비가 적고 구조가 간단하며 설치 공간이 작으며 더 많은 도펀트 및 금속 불순물을 처리할 수 있습니다. 폐지. 파쇄된 펄프는 저장탱크에 낙하하여 적절한 농도를 조절한 후 간헐적 고해기 또는 연속 정련소 또는 정련소로 펌핑하여 고해하거나 생산 수요에 따라 파쇄된 펄프를 파쇄합니다. 고농도 세정기, 섬유 분해기 및 이중 디스크 정제기- 후 슬래깅 제거, 분해 및 고해 작업을 수행한 후 준비된 슬러리를 저장탱크 또는 슬러리 분배탱크로 배출하여 대기시킨다. 두들김의 저하 정도는 일반적으로 28도 -35도입니다.
2. 슬러리 준비
고해 과정에서 설계된 슬러리 비율에 따라 여러 종류의 원료를 슬러리 탱크에 정량적으로 첨가할 수 있으며, 슬러리의 크기를 조정할 수 있고 소량의 기능성 첨가물을 첨가할 수 있습니다. 종이 성형품의 액침투 저항성을 증가시키기 위해 사이징제를 첨가하는 경우, 사용되는 사이징제는 일반적으로 로진, 파라핀왁스 라텍스 또는 로진 파라핀왁스 접착제이다. 이 첨가제를 첨가한 후에는 제품을 친환경 종이 지지대라고 할 수 없다는 점은 언급할 가치가 있습니다. 비-접착 폐지 제품 펄프의 경우 펄프의 절대 건조 섬유 질량의 3%에 해당하는 로진 접착제를 추가합니다. 접착된 폐지 제품의 경우 펄프의 경우 1.5%-2%의 로진 접착제를 첨가해야 합니다. 슬러리의 더 높은 보유율을 달성하기 위해 활석 분말을 필러로 펄프에 첨가할 수도 있습니다. 20~30%의 활석 충전제를 함유한 수성 현탁액을 믹서에서 6분 동안 고속으로 처리한 후 물로 희석하고 화학 보조제를 첨가할 수 있습니다. 이를 5분간 더 처리하여 필러 현탁액을 만든 다음 이를 슬러리에 첨가합니다. 일부 제조업체는 또한 소량의 발유제, 발수제, 습윤 강화제 및 유지 보조제를 슬러리에 첨가했습니다. 펄프화 공정에서는 성형품 생산을 위해 펄프 첨가농도를 1%~2%로 조절하기 위해 적당량의 백수 또는 청수를 첨가해야 한다.
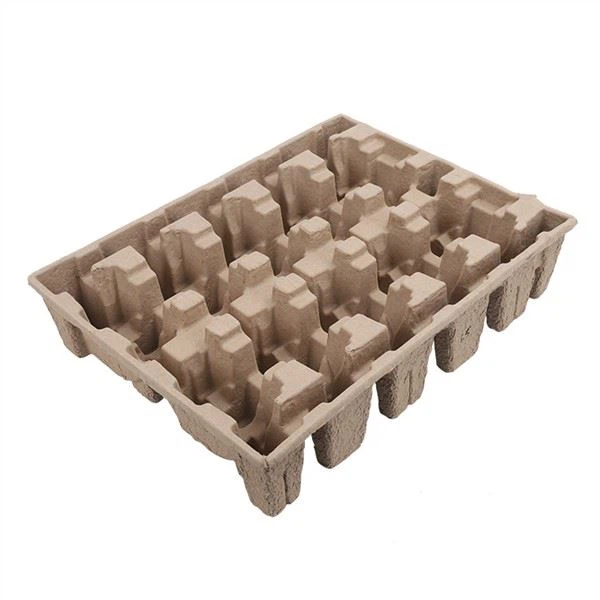
3. 종이 성형
성형은 종이 트레이 생산 과정의 핵심 공정으로, 종이 성형 제품의 품질, 파손율, 생산 에너지 소비 및 생산 효율성에 결정적인 역할을 합니다. 성형 장비의 탈수 원리에 따라 종이 트레이의 주요 성형 방법에는 진공 성형법과 하이드로포밍법의 세 가지가 있습니다.
(1) 진공성형법은 진공흡입여과에 의해 형성된다. 성형 금형을 약 1% 농도의 펄프 용액에 넣고 금형의 캐비티를 진공 진공으로 형성하여 부압을 형성하고, 펄프 내의 섬유가 성형 중에 고르게 증착되어 금형의 금형 표면에서 진공 흡입 중에 많은 양의 수분이 제거됩니다. 부품의 필요한 두께에 도달하면 부품의 수분 함량이 75%-80%가 될 때까지 압출 및 탈수를 위해 성형 다이를 슬러리에서 제거한 다음 압축 공기를 금형의 공동으로 통과시켜 젖은 종이 금형을 탈형합니다. 이 방법은 생산 효율이 높고 제품의 두께가 균일합니다. 계란, 과일, 접시, 트레이 상자 등을 포장하는 종이 트레이 등 너무 깊지 않은 얇은 부품을 만드는 데 적합합니다.
(2) 하이드로포밍 공법은 유압을 이용하여 유압구동기계장치를 통해 더 높은 압출압력을 발생시키는 공법이다. 작동 원리는 정량적인 양의 펄프를 성형 캐비티에 주입하고 상부 성형 다이가 수압의 작용으로 아래쪽으로 압착되어 펄프가 성형 캐비티의 메쉬 몰드에서 성형되고 물이 메쉬 몰드의 하단에서 배출되는 것입니다. 부품은 진공 흡착을 통해 금형에서 제거되고 다음 공정으로 옮겨집니다. 성형 압력이 높기 때문에 이 방법은 기본 중량이 더 크고 밀도가 높은 얕은 팬 제품을 생산하는 데 적합합니다.